Coating equipment used for film coating process can be broadly classified into three general categories: conventional/ standard coating pans, perforated coating pans and fluidized bed equipment.
a. Conventional coating pans
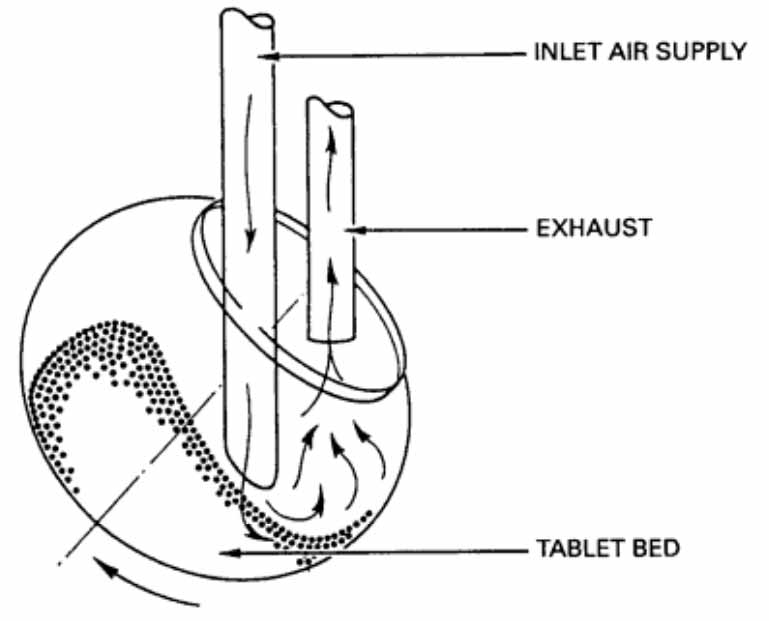
The conventional coating pan system consists of a spherical, hexagonal. or pear-shaped pan that rotates on an inclined axis. The rotational movement of the pan causes the substrates to tumble and make multiple passes through the spray application zone. Heat is blown across the surface of the tumbling tablets and exhaust air is withdrawn.
Conventional coating pan
The use of conventional coating pan in film coating processes is faced with three major drawbacks;
Low drying efficiency since much of the drying takes place on the surface of the bed of material being coated.
Poor mixing efficiency that results in dead spots (regions of low product movement) in the product bed.
Health hazards for the operator and increased risk of explosion in the case of organic solvent-based film coating due to improper balance between inlet and exhaust air which causes solvent vapour to leak into the general coating area.
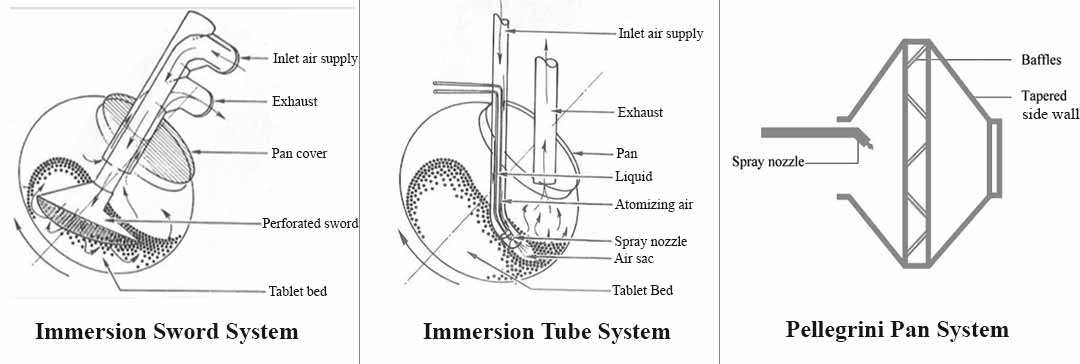
Since the conventional pan was in common usage at the time film coating was introduced, this type of equipment initially formed the basis for the film-coating process, with lack of drying efficiency being offset by use of highly volatile organic solvents. A number of modifications were made to the design of the hot air handling equipment to accommodate the aqueous process. Typical examples of such modifications include the design of conventional coating pans with
Immersion sword system
Immersion tube system
Baffled pan and diffuser (Pellegrini pan system)
b. Perforated coating pans
Perforated coating pan consists of a perforated or partially perforated drum that rotates on its horizontal axis in an enclosed housing. The equipment was developed to maximize the interaction between the tablet bed and the drying air, which it does by drawing the air through the tumbling product bed as opposed to supplying air to the bed surface only. This was important to the development of aqueous film coating due to the relative high latent heat of vaporization of water (539 kcal/kg), which is much greater than that of the then popularly used organic solvents (e.g., 200 kcal/kg for ethanol).
The perforated coating pan has surfaced as the design of choice in most film-coating applications (the major exception being for the film coating of particles such as beads, pellets, and powders unless modified with a mesh insert). Mixing efficiency is achieved by the use of appropriately designed baffles on the pan surface.
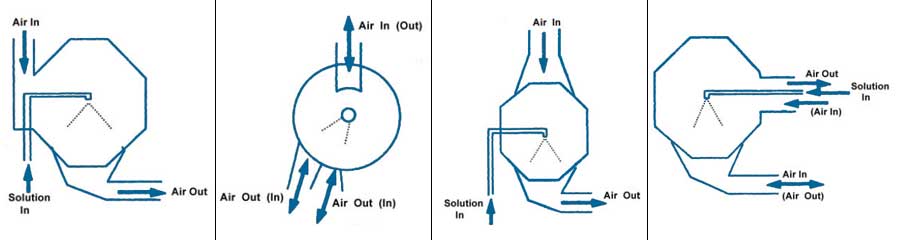
Perforated coating pans come in various designs depending on the vendor, but the intention is to maximize the drying capability of the machine so as to minimize core penetration at high spray rates. Examples of perforated coating pans include:
Accela-cota (Thomas Engineering, USA)
Hi-coater (Freund-Vector Japan and USA)
Driacoater (Driam Metallprodukt GmbH, Germany)
Glatt perforated coating pan (Glatt., Switzerland, Germany and USA)
Huttlin Butterfly Pan, HBP (G S, Italy)
IDA Coating equipment (Dumoulin, France)
Various designs of perforated pans
c. Fluidized bed equipment
The fluidized bed equipment offers an alternative to pan coating and is particularly popular for coating multiparticulate systems. The equipment offers the potential advantage of being able to affect the most efficient drying of any product that is possible in any existing coating equipment.
In a fluid bed system, the objects being coated are suspended in an upward stream of air, maximizing the surface available for coating. The coating is applied by an atomizer, and this is dried by the fluidizing air.
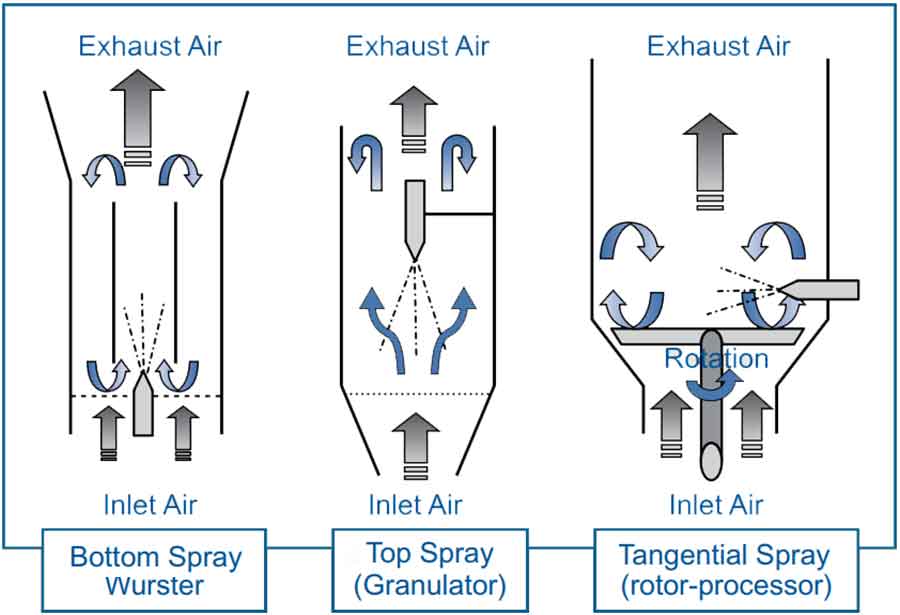
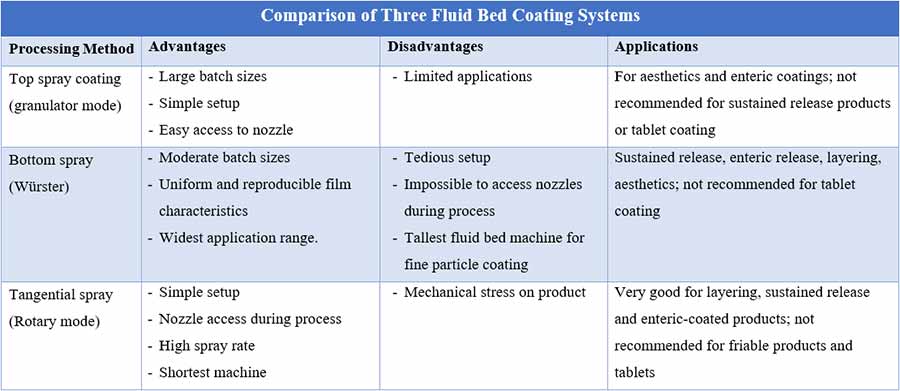
Film coating can be applied to the fluidized material by a variety of techniques – top spray, bottom spray and tangential spray. The selection of a particular technique is often determined by the nature and intended functionality of the coating applied; for example
Top spray (granulation or conventional mode) is used predominately for taste and odour masking purposes, where drug release rates are not critical since films produced by this method are not uniform in thickness. Additionally, it is suitable for the application of hot-melt coatings.
Bottom spray (Wurster) is preferred for the application of rate-controlling polymers to a wide variety of multiparticulates. The process is also suitable for drug layering when the drug dose is in the low-to-medium range.
Tangential spray (rotary granulator) is suitable for the application of modified-release film coatings to a wide range of multiparticulate products. The process is ideal for drug layering when the dose is medium to high. It is also useful as a spheronizing process for producing spheroidal pellets from powders.
Schematic diagrams for three basic processes used for fluid-bed film coating
Comparison of three fluid bed coating systems
Spray Application System
While sugar coasting operations can be accomplished using manual ladling procedures, success of the film coating process rests on the availability of coating equipment with spray atomization system which allows coating liquids to be applied in a much more controlled and reproducible manner. There are basically two types of spray-atomization systems available;
a. Airless (Hydraulic) spray system
In this type of system, the coating solution is pumped at high pressure (250 – 3000 psig) through a spray nozzle with a small orifice. Atomization of the liquid occurs as it expands rapidly on emerging from the nozzle. Because of high delivery rates, this system is typically used in large-scale film-coating operations where organic-solvent-based coating liquids are to be applied. The degree of atomization achieved by this system depends on:
Fluid pressure
Orifice size
Viscosity of coating solution
b. Air-spray system
Here, the coating solution is pumped, under little or no pressure, to the nozzle and is subsequently atomized by means of a blast of compressed air that makes contact with the stream of liquid as it passes from the nozzle aperture. This system is typically more effective in small-scale coating processes and all those involving aqueous-film coating operations. The major drawback of this system is that the atomizing air can give rise to premature spray drying of solution droplets resulting in non-glossy porous film being formed. The degree of atomization achieved by this system depends on:
Fluid pressure
Fluid cap orifice
Viscosity of coating solution
Air pressure
Air cap design
The choice of spray application system for a coating process depends on coating solution formula and on the process developed for a particular product.
Spray application systems
Common Defects in Film Coating
Coated solids are generally evaluated visually to detect defects in the film. Some defects may be aesthetic in nature, while others are more serious and may compromise the functionality of the coat. Manipulating processing conditions, adjusting the coating formulation, or reformulating the substrate may resolve the problems. Some common problems encountered in film coating include:
Picking – Isolated areas of film pulled away from surface when the tablets stick together and then part.
Orange peel/ Roughness – Film surface rough and nonglossy, like skin of orange.
Bridging of logo – Film pulls out of intagliation or monogram, forming a bridge across the edges of the mark.
Chipping – Film becomes chipped and dented, usually at the edges of the tablet.
Cracking of film coating – Film cracks across the crown of the tablet.
Film peeling and flaking – Film peels back from edge, exposing tablet surface.
Infilling of logo – Intagliation (logos, monograms) filled by solidified foam rendering it indistinct and illegible.
Tablet surface erosion – Tablet surface soften and become less resistant to attritional effects (Tablets exhibit high level of friability).
Tablet pitting – Pits in surface of tablet core without disruption of the film coating.
Tablet breakage – Tablets break apart.
Tablet-to-Tablet Colour Variability – Inter-tablet variation in colour.
Tablet Twinning – Two or more of the tablet cores are stuck together.
Tablet discolouration – Dark spots that remain visible through the coating (often seen with multivitamin tablets)
Scuffing – generation of grey-to-black marks on the surfaces of white (or lightly coloured) film-coated tablets.
Coated tablet dissolution issue – statistically significant change in dissolution behaviour after film coating (comparing film-coated tablets to uncoated ones).
Lieberman, H., Lachman, L. and Schwartz, J. (1990). Pharmaceutical Dosage Forms: Tablets. New York: Marcel Dekker, Inc.
Ofoefule, S. (2002). Textbook of Pharmaceutical Technology and Industrial Pharmacy. Nigeria: Samakin (Nig.) Enterprise.
Qui, Y., Chen, Y., Zhang, G., Yu, L. and Mantri, R. (2017). Developing Solid Oral Dosage Forms: Pharmaceutical Theory and Practice (2nd). United Kingdom: Elsevier Inc.
Venkateswara Reddy, B, Navaneetha, K., and Rashmitha Reddy, B. (2013). Tablet Coating Industry Point View- A Comprehensive Review. International Journal of Pharmacy and Biological Science, 3(1): 248 – 261.
Wen, H. and Park, K. (2010). Oral Controlled Release Formulation Design and Drug Delivery: Theory to Practice. New Jersey: John Wiley & Sons, Inc.
Related Keywords: types of film coating, film coating composition, film coating of tablets pdf, non aqueous film coating, film coated tablets advantages, film coated tablets examples, film coating systems, sugar coating and film coating